

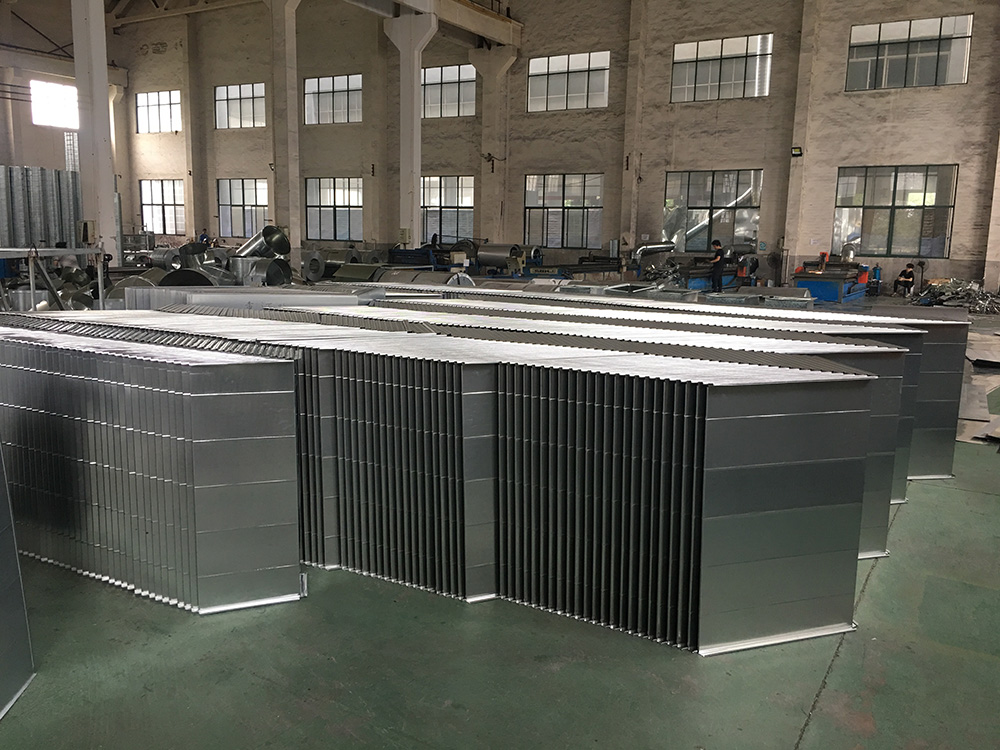
不锈钢板管需要纵向焊接,横向焊接等,但不锈钢焊接风管的不是随便焊接的。通过遵循不锈钢通风管道的焊接工艺,可以满足焊接要求。管道的焊接过程非常必要。我们来看看通风设备:
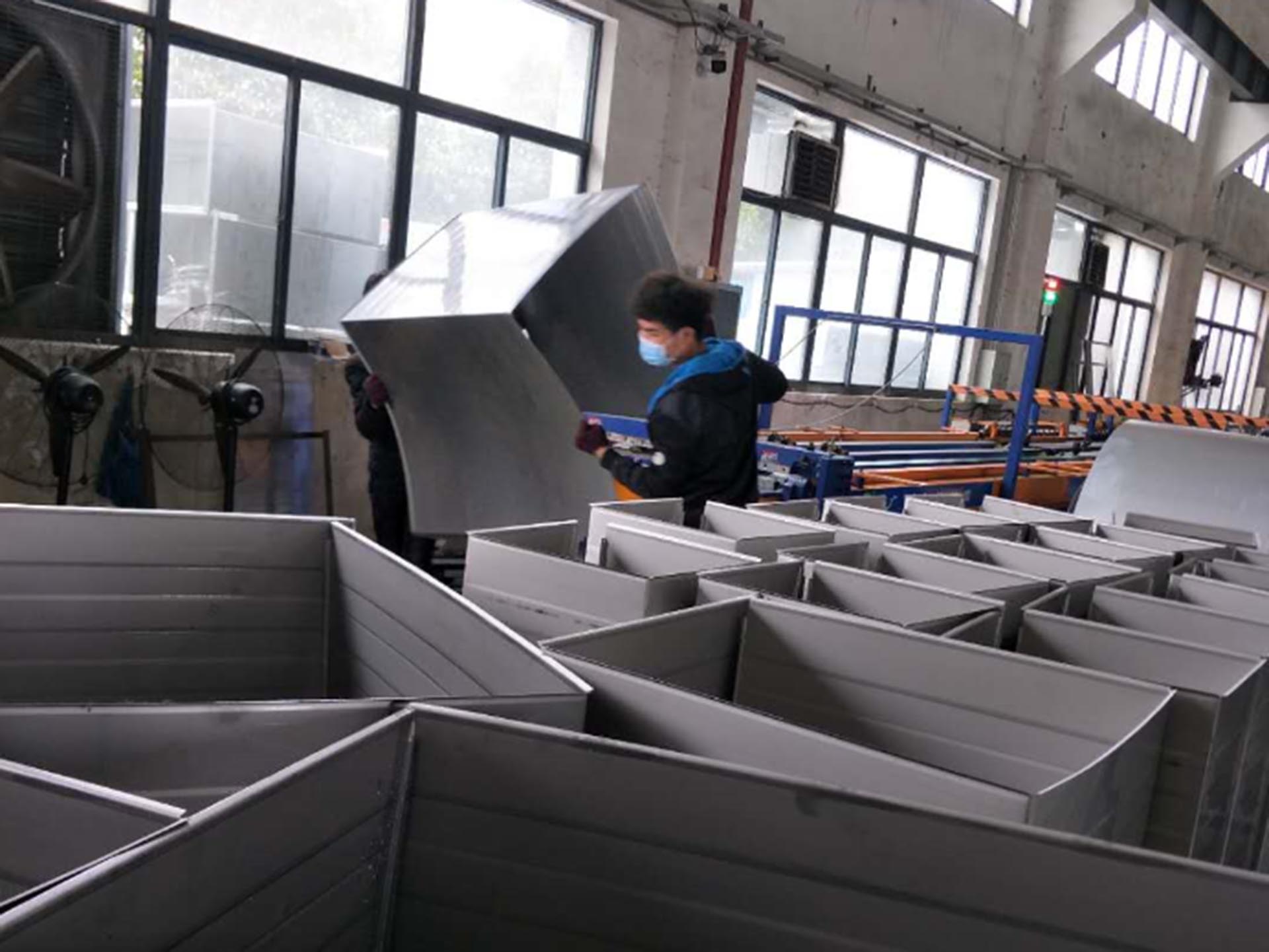
1、不锈钢板管焊接采用无熔氩弧焊焊接;当板材厚度大于1.2mm时,可采用直流焊机反极焊法焊接,但不能用氧乙炔气焊接焊接。焊条或焊丝的材料应与母材的材料相同,机械强度不应低于母材的机械强度。
2、焊接前,应清洁焊接区域的油脂和污垢,避免焊缝中出现毛孔和水泡。可以使用汽油和丙酮等材料进行清洁。
3、焊接不锈钢时采用电弧焊,应在焊缝两侧涂上粉笔粉,防止金属飞溅物粘附在板面上,损坏板面。
4、焊接后,应去除焊缝处的熔渣,用不锈钢丝刷或铜丝刷刷金属光泽,然后用酸洗膏酸洗,钝化,最后用热水清洗。
5、管道应避免在管道焊缝或其边缘打开孔
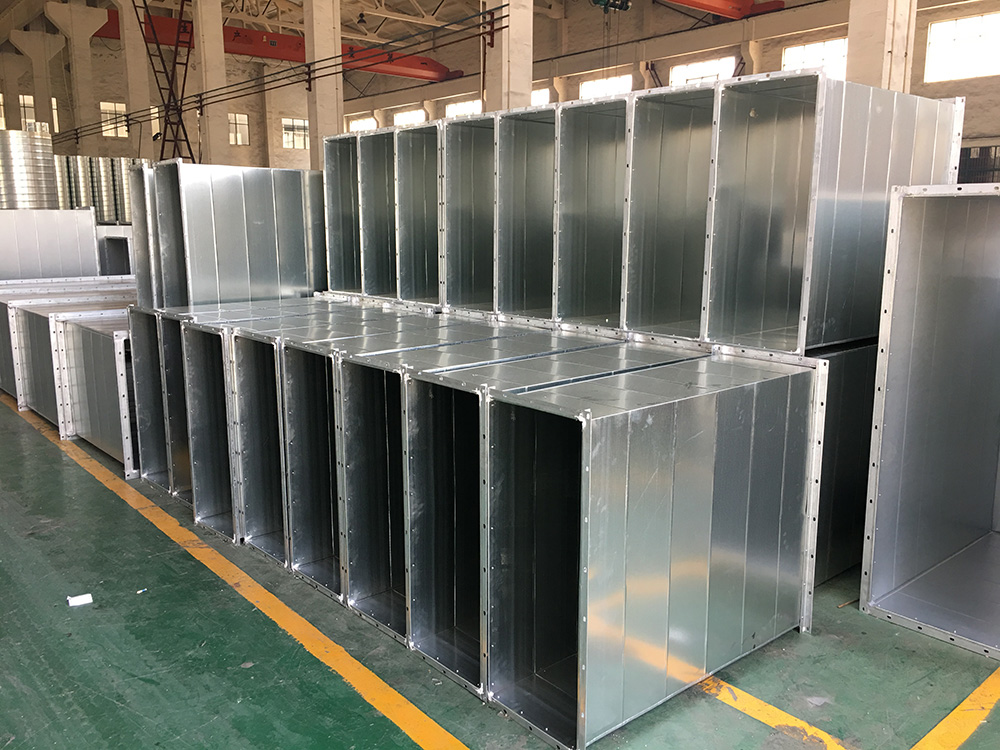
焊接风管加固,应符合规定的要求:
1如果使用内支撑,则每个支撑点与管道或法兰边缘之间的距离应均匀,且值不应超过950mm;
2如果用肋或膛线加固,则布置应规则,间距应均匀。而且,对于板面,不应有明显的变形等问题;
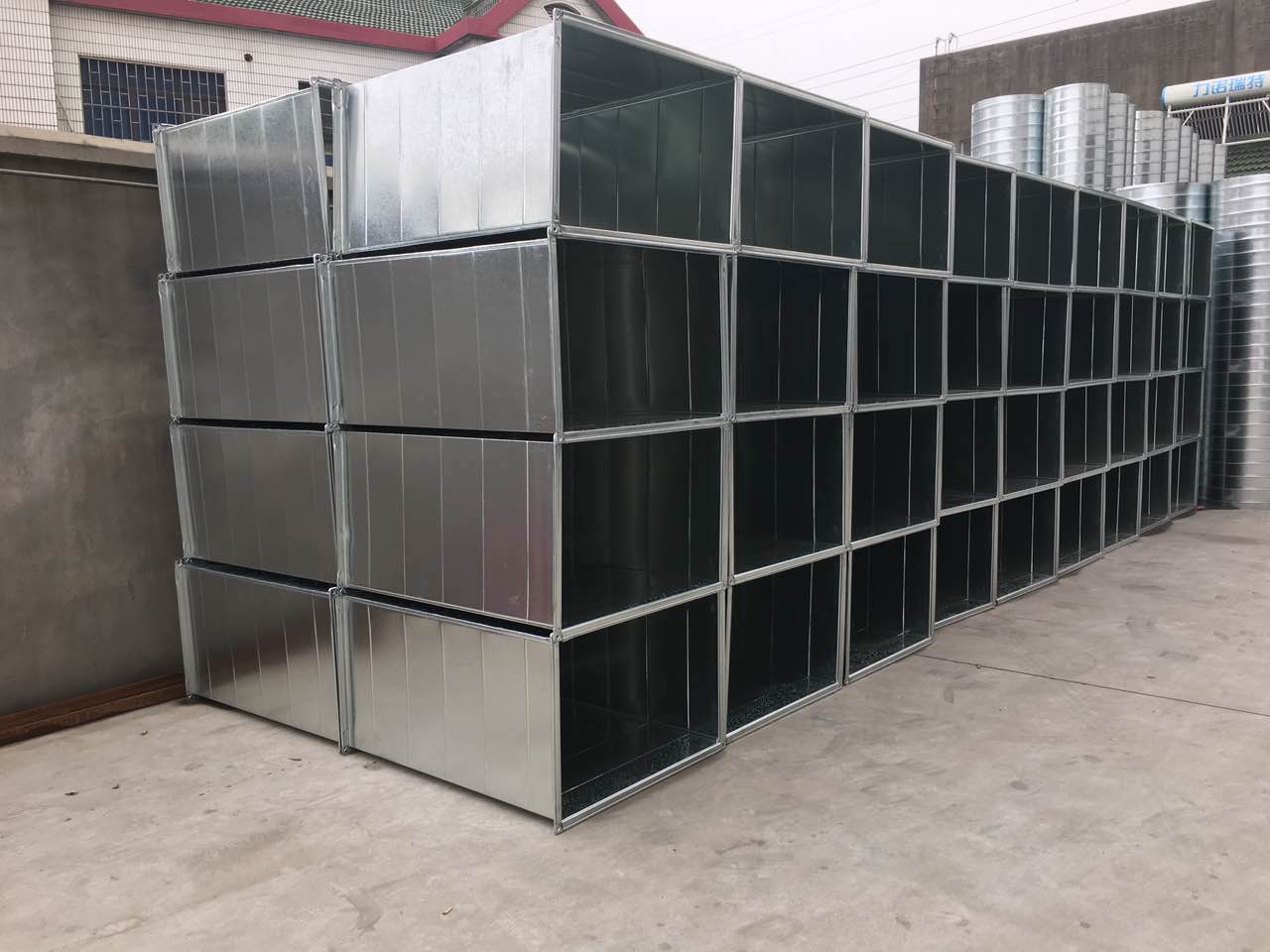
3如果要加固风道,则应使用肋,垂直肋,角钢,扁钢,加强筋和内支撑。最合适的一种可根据实际情况和需要选择;
4如果使用角钢或加强筋,它们也应整齐,均匀对称排列。其高度不应大于法兰宽度。

 当前位置:
当前位置:








 快速导航
快速导航